La temperatura de inyección es un factor crucial en el proceso de moldeo por inyección de policarbonato. Esta temperatura determina la calidad de la pieza final, así como sus propiedades mecánicas. En este artículo, exploraremos la importancia de la temperatura de inyección, las temperaturas recomendadas para el policarbonato y cómo afecta a diferentes aspectos del proceso de moldeo.
Temperatura de molde y su influencia
La temperatura de molde, también conocida como temperatura de cavidad, es un elemento clave en el tiempo de ciclo y la calidad de la estructura de la pieza inyectada. Una temperatura de molde baja puede resultar en tiempos de enfriamiento cortos y velocidades de enfriamiento rápidas. Sin embargo, esto puede tener un impacto negativo en la calidad de la pieza y en el nivel de estrés interno de la estructura. En el caso de los termoplásticos semicristalinos como el policarbonato, las propiedades de las piezas inyectadas dependen de la velocidad de enfriamiento. Un enfriamiento rápido produce una capa exterior amorfa y un bajo nivel de cristalinidad, mientras que un enfriamiento lento resulta en un alto grado de cristalinidad y mejores propiedades mecánicas.
El objetivo es lograr un enfriamiento homogéneo mediante una distribución uniforme de las temperaturas en el molde y la masa. Para lograr esto, es necesario un correcto acondicionamiento térmico del molde. El nivel de cristalinidad final obtenido es una decisión del inyectador y debe basarse en los requisitos de propiedades mecánicas de la pieza final. En general, se utilizan diferentes sistemas para lograr la temperatura de molde adecuada, como refrigeración con agua, atemperamiento con agua presurizada o aceite térmico, y calefacción con resistencias eléctricas.
La temperatura de molde también puede tener un impacto en diferentes aspectos del proceso de moldeo, como el brillo superficial, las tensiones internas, la resistencia al impacto, las líneas de soldadura, la contracción de moldeo, la formación de rebabas y el ciclo de inyección. Tener en cuenta estos factores al seleccionar la temperatura de molde para el policarbonato.
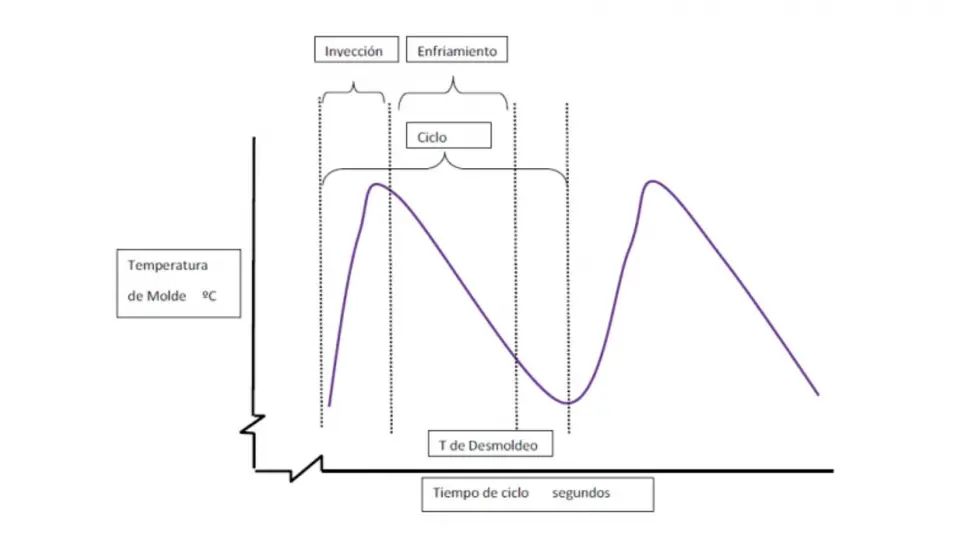
Comportamiento de la temperatura en el molde
El proceso de inyección es un proceso térmico en el que se añade calor durante el llenado del molde, y luego parte de este calor se extrae a través del sistema de refrigeración del molde. Estos aumentos y disminuciones de calor en el molde hacen que la temperatura se estabilice en un valor resultante del proceso. Es importante comprender este comportamiento de la temperatura para garantizar un proceso de moldeo eficiente y de alta calidad.
Temperaturas recomendadas para el policarbonato
Las temperaturas de molde recomendadas para el policarbonato pueden variar según el espesor de la pieza y el recorrido de flujo necesario. En general, se deben seleccionar temperaturas que permitan la adecuada cristalinidad y propiedades mecánicas requeridas para la aplicación final de la pieza. A continuación, se muestra una tabla con las temperaturas de molde recomendadas para algunos materiales:
| Material | Temperatura de molde recomendada |
|---|---|
| Policarbonato | 250-320 °C |
| ABS | 200-230 °C |
| Polipropileno | 180-230 °C |
Tener en cuenta estas temperaturas recomendadas al moldear policarbonato y ajustarlas según las necesidades específicas de la pieza y la aplicación.
Consideraciones adicionales
Además de la temperatura de molde, existen otros parámetros clave en el proceso de inyección de policarbonato, como la dosificación y el cojín.
La dosificación se refiere al recorrido del husillo y es importante para garantizar una dosificación precisa y repetible del material fundido. Se recomienda un recorrido óptimo del husillo entre 1 y 3 diámetros, evitando dosificaciones menores de 1 diámetro y mayores de 4 diámetros. El tiempo de dosificación también es un indicador de la precisión y el estado de las condiciones de proceso relacionadas con la dosificación.
El cojín es el volumen residual al final de la fase de compactación que queda en la zona delantera del husillo. Es esencial tener cierto cojín para garantizar una correcta aplicación de la presión de inyección y absorber diferencias de volumen entre ciclos. El valor óptimo del cojín depende del diámetro del husillo y se recomienda mantener entre un 5% y un 10% del volumen inyectado.
Consultas habituales
- ¿Cuál es la temperatura de inyección recomendada para el policarbonato?
- ¿Qué impacto tiene la temperatura de molde en las propiedades mecánicas del policarbonato?
- ¿Cuál es la importancia del cojín en el proceso de inyección de policarbonato?
La temperatura de molde recomendada para el policarbonato suele estar en el rango de 250-320 °C.
La temperatura de molde afecta la velocidad de enfriamiento y, por lo tanto, la cristalinidad y las propiedades mecánicas del policarbonato. Un enfriamiento rápido resulta en una capa amorfa y baja cristalinidad, mientras que un enfriamiento lento produce una mayor cristalinidad y mejores propiedades mecánicas.
El cojín es importante para garantizar una correcta aplicación de la presión de inyección y absorber diferencias de volumen entre ciclos, lo que proporciona estabilidad en los pesos y volúmenes inyectados.
La temperatura de inyección es un factor crítico en el proceso de moldeo por inyección de policarbonato. Es importante seleccionar la temperatura de molde adecuada para garantizar la calidad de la pieza final y cumplir con los requisitos de propiedades mecánicas. Además, se deben considerar otros parámetros clave como la dosificación y el cojín para lograr un proceso de moldeo eficiente y de alta calidad.
Si te ha interesado Temperatura de inyección de policarbonato: recomendaciones y consideraciones, te invitamos a explorar más sobre plásticos, policarbonatos y acrílicos en nuestra categoría Plásticos.